
التراسونیک

پیش زمینه
عیوب نامرئی و عمدتاً پنهان تقریباً در همه اجزاء را می توان با استفاده از روش اولتراسونیک به صورت غیر مخرب تشخیص داد. تست اولتراسونیک به ویژه برای قطعات مرتبط با ایمنی مهم است. علاوه بر این، اندازه گیری های صرف نیز امکان پذیر است. شناخته شده ترین آنها اندازه گیری ضخامت جداره است.
موارد اصلی کار با دستگاه اولتراسونیک عبارتند از:
بازرسی در محل اتصالات جوش داده شده
بازرسی عیوب و کنترل کیفیت قطعات ریخته گری
تست خودکار محصولات انبوه با هندسه ساده مانند محصولات نیمه تمام (مواد گرد، بیلت، پروفیل، ورق و لوله) ساخته شده از فولاد، فلزات غیر آهنی و پلاستیک
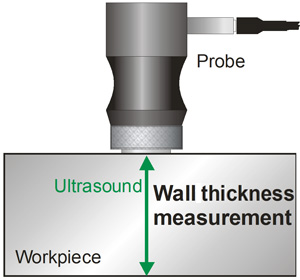
اندازه گیری ضخامت جداره در خطوط لوله، کشتی ها و کارخانه های شیمیایی. اندازه گیری ضخامت جداره با استفاده از امواج فراصوت در هر جایی که نقطه اندازه گیری فقط از یک طرف قابل دسترسی باشد و نمی توان از کولیس سنج استفاده کرد مفید است.
مزایای تست اولتراسونیک
تشخیص عیوب سطحی و داخلی (پنهان از سطح)
تمام مواد با رسانایی صوتی خوب را می توان آزمایش کرد (در صورت لزوم تا 10 متر)
فرآیند می تواند خودکار باشد
نیازی به رعایت مقررات خاصی برای حفاظت در برابر اشعه نیست
تشخیص مطمئن عیوب مسطح (لامینیت ها، ترک ها، ذوب ناقص، …)
تست کردن با جزئیات
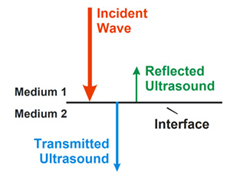
هنگامی که یک موج اولتراسونیک به یک رابط (بین medium1 و medium2) برخورد می کند، یک قسمت منعکس شده و قسمت دیگر منتقل می شود. نسبت آنها به تفاوت بین دو محیط مجاور (به عنوان مثال از نظر سرعت و چگالی صوت) بستگی دارد. در نقطه انتقال از فولاد به هوا، تفاوت بسیار زیاد است و منجر به یک موج اولتراسونیک منعکس شده تقریباً 100٪ می شود.
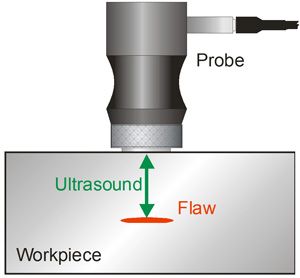
عیوب در یک جزء معمولاً از air inclusions (سوراخها، منافذ، ترکها و …) تشکیل میشوند. بنابراین، موج اولتراسوند به خوبی منعکس شده و در شرایط مساعد به پروب باز می گردد. برای اطمینان از عدم تداخل شکاف هوا بین پروب و قطعه، از یک محیط کوپلینگ معمولاً مایع (آب، روغن، ژل و غیره) استفاده میشود. برای آزمایش خودکار، کل جزء شامل پروب ها اغلب در آب غوطه ور می شود.
سرعت صوت یک ماده ثابت است و در هوا 330 متر بر ثانیه (در دمای 0 درجه سانتیگراد، 344 متر بر ثانیه در دمای 20 درجه سانتیگراد) و 5920 متر بر ثانیه در فولاد است. اگر سرعت صوت ماده مورد آزمایش مشخص باشد، موقعیت عمق نقص را می توان کاملاً دقیق از زمان عبور اولتراسوند تعیین کرد. اگر زمان عبور به دیوار پشتی مقابل ارزیابی شود، می توان از روش اولتراسونیک نیز برای اندازه گیری ضخامت دیوار استفاده کرد. در اینجا می توان وضوحی تا محدوده میکرومتر بدست آورد. ضخامت سنج های دیوار را می توان ساده و کوچک کرد تا فقط مقدار ضخامت دیوار نمایش داده شود.
تعیین اندازه نقص کمتر مطلوب است. متأسفانه روشهای ارزیابی قابل اعتماد وجود ندارد. بنابراین، دامنه سیگنال اولتراسونیک منعکس شده معمولاً با دامنه بازتابی نقص مرجع (بازتابندههای دیسکی شکل دایرهای، بازتابندههای استوانهای و …) مقایسه میشود. با این حال، پیش نیاز همیشه این است که نقص (و همچنین نقص مرجع) به طور مطلوب توسط صدا ضربه بخورد.
ابعاد آن عیوب هنوز در محدوده طول موج اولتراسونیک است. در شرایط مساعد، این محدوده می تواند از چند دهم میلی متر شروع شود. در موارد کمتر مساعد، عیوب فقط از اندازه های میلی متری به بالا قابل تشخیص هستند.
{kind=link}